.png)
.png)
.png)
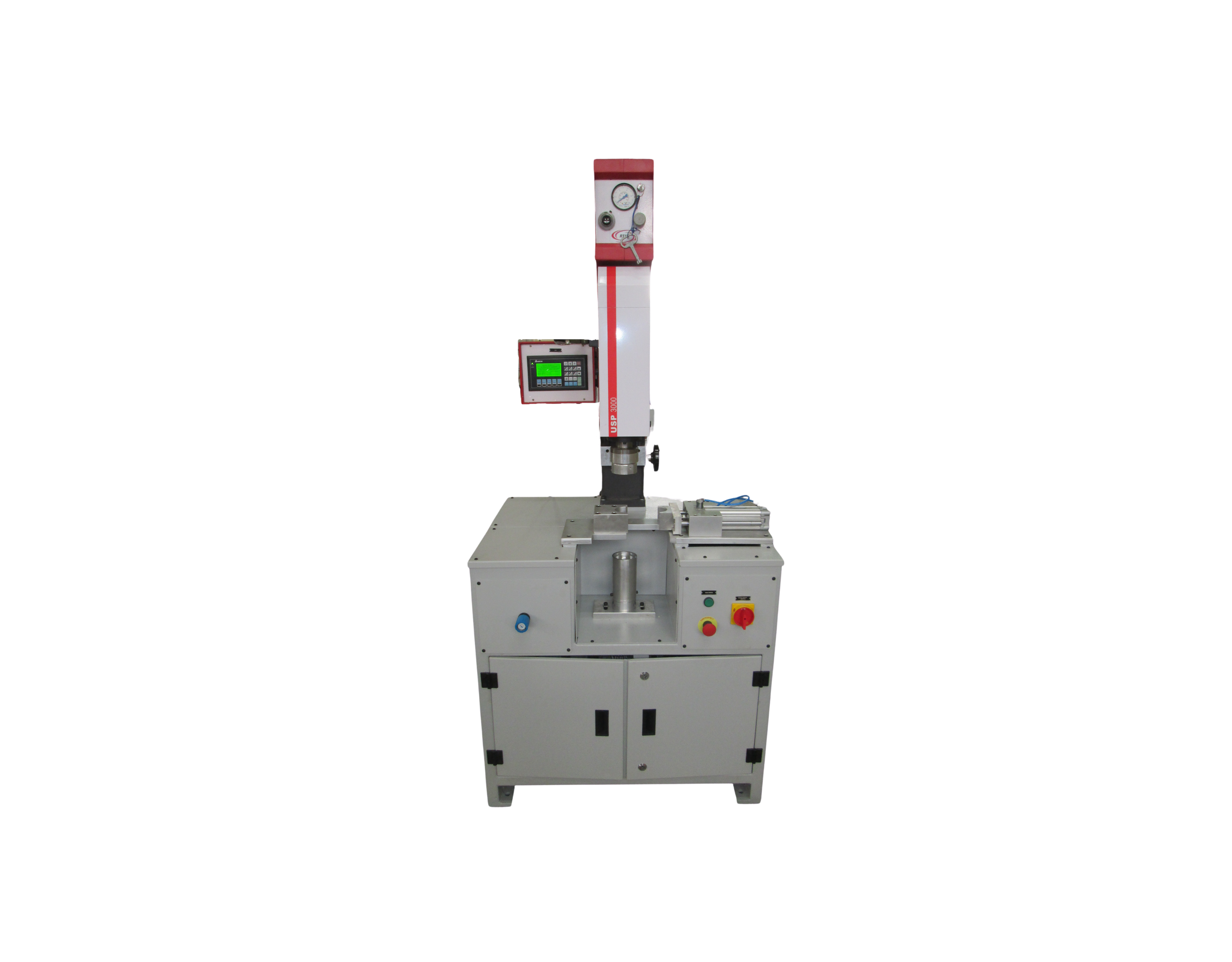
Advanced Spin Welding Systems
Spin Welding Machine – A Total Solution For All Your Circular Thermo Plastics Assembly
Spin Welding as the name implies, is a friction welding technique to join thermoplastic parts. It is essential the parts to be joined or atleast their joint areas must be circular for this method. A shallow Machining groove (tongue & groove) is desirable to index the two parts and to provide a uniform bearing surface.
With one part held stationary, either vertically or horizontally in a special fixture, the other is rotated at 100-4000 rpm with enough pressure applied to keep the parts in contact with each other. The heat generated in friction is used to bring the surfaces to a sealing temperature. When sufficient melt is obtained, the spinning stops, and the pressure is increased to distribute the melt and also to squeeze out excessive melt, completing the general process.



- Stroke length - 100mm.
- Controller - PLC with suitable MMI.
- Time setting - Three time setting for delay (T1), activation (T2) & cooling from 0 to 9.99 sec.
- Power - 1KW / 2.5KW / 4KW / 5KW.
- Speed of motor - 100 to 4000 rpm.
- Pneumatic press - Upto 2500 N.
- Weight - 120 Kg.
Input
Power Supply 3 phase , 415 V
Pneumatic Air 6-8 bar
Output
Servo Drive 3 / 4.5 / 6.5 kw
Servo Motor Panasonic
Maximum RPM 2500
Mechanical Data
Max. part dia. To be weld Ø 300 mm
Vertical Stroke 100 mm
Maximum Throat 250 mm
Tool Locking Collect Ø 22 mm
Table Height 950 mm
Overall Dimensions 900 mm x 700 mm x
2000 mm ( appx.)
Control
Stroke 10 to 100 mm
Spinning RPM 500 to 2500
Spinning Time 0.01 to 9,99 sec.
Location Accuracy ± 0.1* degree
(Subject to molding locator
accurcy)
Part Locking Through Fixture
PLC Control Delta
Operating Panel Hi-Tech MMI- Inbuilt
Welding Mode Revolution / Time Mode
Welding Pressure Regulator Festo, precision Regulator
Welding Depth Sensitivity (Optional)
Pressure Switch (Optional)
Safety Curtains (Optional)
Canopy (Optional)
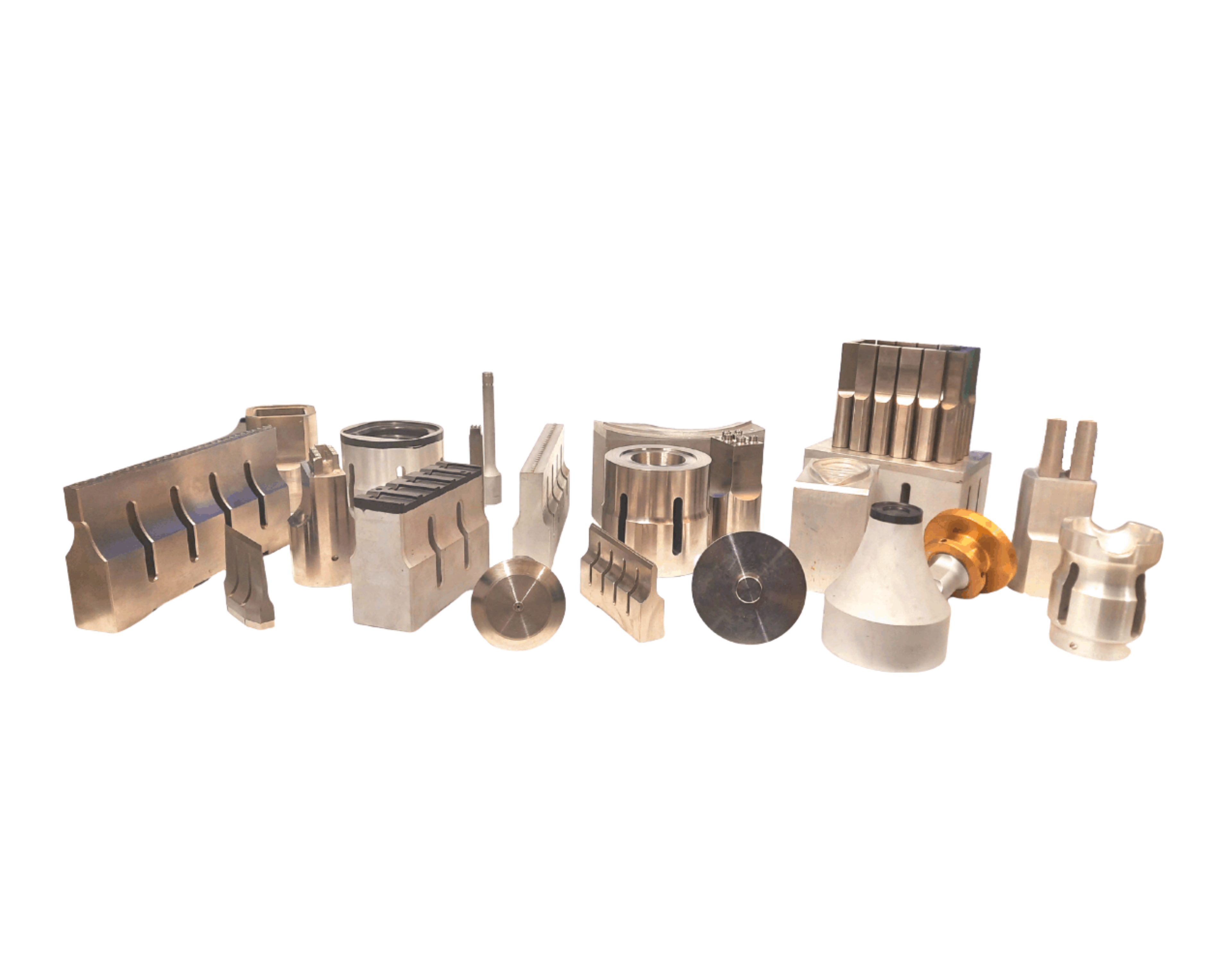
- Any circular part made out of Thermoplastics specially for Nylon,
- PP & Polyethylene Group
- Cream Jar
- Hair Oil Bottle
- Container Lid
- Casserole