.png)
.png)
.png)
Working Principles Of Ultrasonic Welding
In the ultrasonic welding process vibrations are supplied to the part to be welded by the sonotrode.The very briefly occurring friction causes the material to plasticize very quickly in the desired areas. If the process is supported by a press, a tight joint of material is obtained.The strength of plasticizing depends upon the amount of ultrasonic energy supplied,subject to proper application it is almost impossible for the material to be altered.
The sequence of an Ultrasonic weld is as follows:
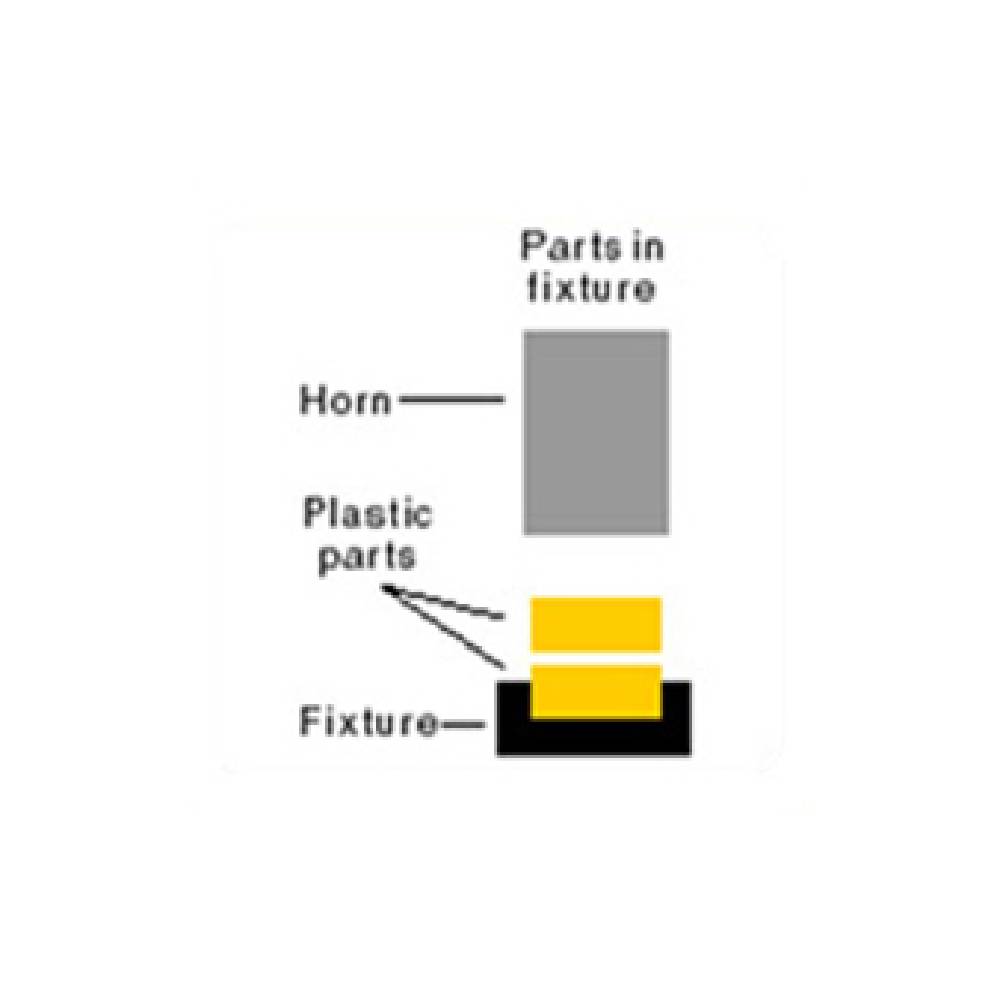
- The machine moves the tip of the sontrode into very close contact with the component to be oscillated. The component must be able to resonate relatively freely and undamped within the expected amplitude of oscillation.
- Ultasonic pulses are given and plasticizing takes place at the points of contact of the part welded.
- When the optimum plastification is achieved, the mechanical pressure is applied which is first intensified to the preselected required order of magnitude.When the ultrasonic impulse has stopped, the mechanical pressure is further intensified but only to a minimal extent. The cooling time begins and at the end of this process the machine returns to its starting position; the welding process is completed.
- The individual cycle time for a complete welding process vary from 0.1 to 5 seconds, depending on the application.
- Our machines or ultrasonic component parts are built in a module system and can be easily integrated into automated manufacturing system. The microprocessor control unit is already equipped with all the necessary hardware and software elements to be able to control the more common rotary table units.